摘要 本文介绍了一种智能型伺服驱动器以及智能伺服技术在定长裁切领域的应用。不同于传统的基于脉冲模式的伺服驱动器必须依赖上位机发送的脉冲信号来实现运动的控制模式,智能伺服驱动器集成了运动控制、伺服驱动和PLC功能,无需上位机运动控制器便可实现运动控制功能,再加上为不同应用领域内置的特殊功能,最终整合成为具有新一代理念的“智能型伺服控制驱动器”。
“智能型伺服控制驱动器”的特点是具备了完整的“运动控制器”功能,同时也还是一个“伺服驱动器”,并兼具PLC的功能。本文将以众所熟知的2轴定长裁切上的应用为主题做智能伺服的介绍。
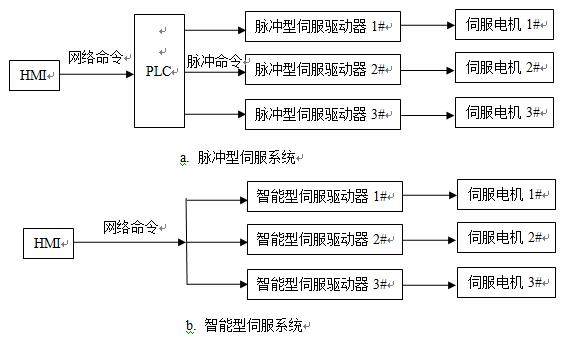
图1. 脉冲型伺服和智能型伺服系统的比较
2. 定长裁切系统的基本工作模式
在各类型定长伺服控制系统,其应用范围并不仅局限于定长裁切。也同时适用于其它需要固定长度、位置的加工工艺。例如食品包装、印刷、冲床送料、管材锯断或是瓦愣纸、卡纸裁切和钢板裁切等等,定长伺服控制系统都可以适用。本文为了方便描述以及容易比较不同系统的差异,把这些具有定长切割的系统统称为定长裁切系统。
从裁切工艺的设计方式来定义,定长裁切系统可分为三大类:
(1)走停送料、静态裁切;
(2)连续送料、往复式同步动态裁切;
(3)连续送料、旋转式同步动态裁切;
表1说明了三类定长裁切系统的不同特点。走停送料型的系统刀座是固定不动的,因此待切材料在裁切加工的那一瞬间,材料必须完全停止,故称为静态裁切。而连续送料型不论是往复式或旋转式,在裁切加工的瞬间刀具与材料是同步运行的,因此称为动态裁切,一般也称为飞剪。
表1. 三类定长裁切系统的不同特点比较

2.1 走停送料、静态裁切系统
走停送料、静态裁切系统是最普遍的裁切方式之一,因为相较于其它裁切系统而言,其机械结构和控制结构更简单。如图2所示,马达运转时,材料靠送料轮送料,当送料长度到达预设值时,马达停止送料。等材料停止运动之后,裁刀动作将材料分切成长度相同的成品。
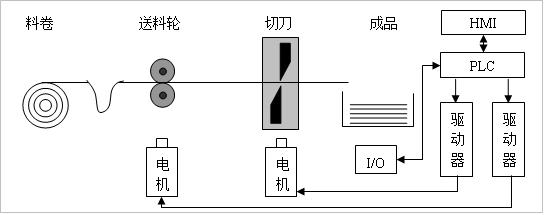
图2. 走停送料、静态定长裁切系统架构
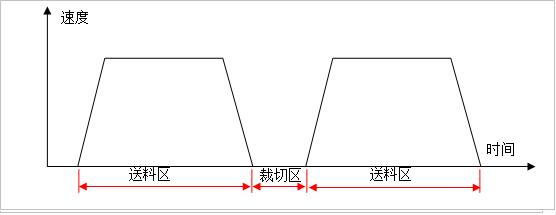
图3. 走停送料系统的速度曲线
走停式定长送料系统的所具有的缺陷:
a)无法裁切连续进料的成品
需要连续裁切时(如图2所示),在送料夹轮的前段,一定存在着LOOP缓冲区,一方面增加机器的体积;另一方面,也无法处理由前段生产线连续产出的硬质材料,例如硬管软管异形材的押出机生产线、斜纹纸管生产线、无缝钢管生产线等等,管材是连续不间断地生产出来的,根本无法采用停止后静态裁切的方式。
b)容易损伤材料
如塑料袋材料很薄时,快速送料将导致材料拉伸变形;如镜面钢板表面很精致时,夹轮的加减速将会对成品造成刮痕。
c)送料速率的极限
针对相同的裁切长度,当送料速率要提升一倍时,则电机需要数倍的扭矩,根据电机的特性很容易达到系统的极限。
2.2 连续送料、往复式同步动态裁切
在一条连续性生产线的末端,成品连续不断的生产出来的。如果生产的成品是软性的材质(如电线、塑料薄膜),则采用卷绕方式将成品连续卷取收料即可。但是,如果生产的成品是硬性的材质(例如PVC硬管押出机)时,就必须将连续送来的材料,立刻裁切成一段段固定长度的成品。这时,便需要应用“往复式同步动态裁切”的技术,或者称之为“往复式飞剪”。因为在裁切的过程中,如果硬质材料与刀具之间有相互的位置变动,将会对刀具造成伤害;同时也势必影响成品的质量。
采用如图4所示的“往复式飞剪”机械结构,便是解决这种问题的更佳方案。本机械结构的裁切刀具并不是安置于固定点,而是安装于可以移动的“切台”上。透过丝杆,“切台”的位置由伺服马达带动。因此,在整个裁切的过程中,控制器可以随时控制切台的移动速度与位置,让刀具与材料的相对位置永远维持固定。运用这种方式才能确保每一个成品的定长精度及切口平整度,同时还能延长刀具的使用寿命。
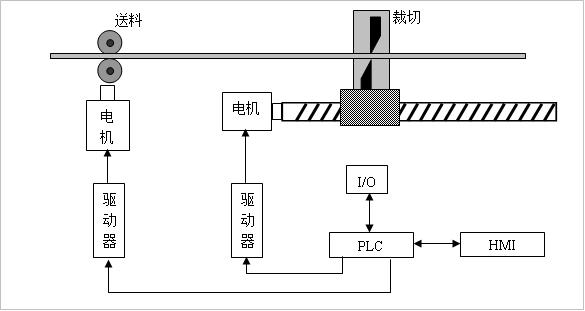
图4. 往复式同步动态裁切的系统架构
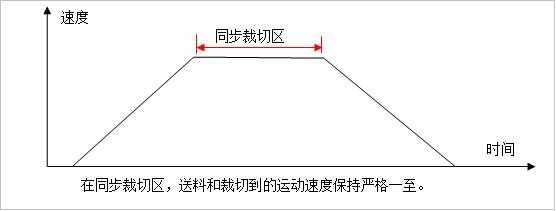
图5. 往复式同步动态裁切系统的速度曲线
2.3 连续送料、旋转式同步动态裁切
图6为旋转式同步动态裁切(飞剪)的示意图。注意上下两组裁切刀轮同时被伺服马达带动,各依箭头所示方向相对旋转。刀轮的上方的刀刃必须作精密的调整,当上刀轮的刀刃旋转至正下方时,下刀刃恰好转至正上方。这样才能执行正确的裁切。每次裁切刀轮旋转一圈,便自动将材料切断一次;马达只要在相同方向连续运转,刀轮便能连续裁切。因此,裁切效率比“往复式”更佳。
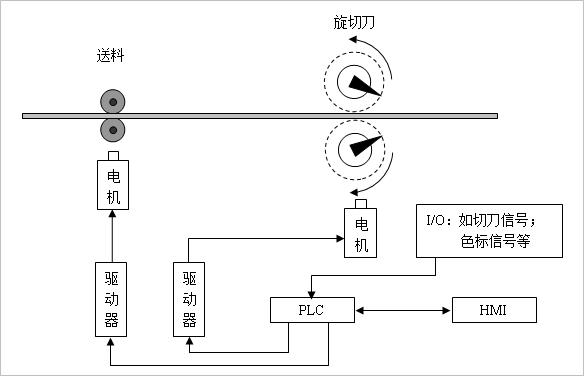
图6. 旋转式同步动态裁切的系统架构
需要说明的一点是在旋转式和往复式同步动态裁切系统中,需要有一个机制来协调主动轴和从动轴(即送料轴和切刀轴)之间的运动速度来实现送料和平稳切割,即电子凸轮。而在脉冲式伺服系统中,这一电子凸轮的功能通常由PLC来实现,这不但影响了系统的响应速度,同时也增加了系统的投资成本和维护成本。
3. iDrive智能伺服驱动器
iDrive智能伺服驱动器是北京诺信泰自主知识产权的智能驱动产品,和基于脉冲的驱动产品相比,iDrive智能伺服驱动器具有以下特点:
(1) 更高的可靠性
iDrive集成了运动控制、电机驱动和集成PLC功能,一体化的结构不但减少了连接电缆的数量,而且有利于提高系统的可靠性,同时降低外界干扰对系统的影响;
(2) 更大的灵活性
iDrive具有丰富的操作模式:RS232网络模式、RS485网络模式、脉冲模式、模拟信号模式以及独立运行模式;iDrive可以用来驱动多种不同的电机:直流无刷(有刷)伺服电机、交流伺服电机和直线电机;iDrive还集成了18点的输入/输出,可以由上位机控制输入/输出口的状态。
(3) 更具节约潜能
RS485网络操作模式下,一条RS485总线可同时连接最高可达31台iDrive驱动器,可以简化系统的连接并可保证在安装和维修方面节约大量的成本;iDrive的独立运行模式可以用来组建无需上位机控制器的运动控制系统,减少系统成本;
(4) 更快的动态响应
控制器和驱动器一体化的结构保证了各个控制环的较高的采样和控制频率,较高的采样和控制频率保证了系统有较高的动态响应。从而能保证电机在高速运动状态下系统的控制精度。
4. iDrive双轴智能伺服驱动器在定长切割领域的应用
iDrive是一个集成了运动控制、伺服驱动和PLC的双轴智能伺服驱动器,由于内置了运动控制功能,可以在驱动器内部内置电子齿轮和电子凸轮的应用。在加上智能伺服驱动器的通讯功能,可以和上位机如HMI等进行直接连接通讯。这些特征都决定了iDrive双轴智能伺服驱动器在定长裁切领域具有非常大的优势。下面就以往复式同步动态裁切和旋转式同步动态裁切为例说明iDrive双轴在动态裁切领域的应用。
图7显示了iDrive双轴智能伺服驱动器的接口示意图,双轴模块正好适合定长裁切领域的应用。集成的PLC功能可以连接达18点的输入/输出及接口。
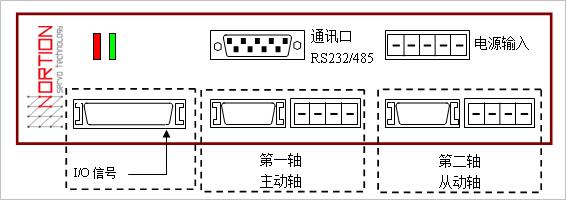
图 7. 双轴iDrive主动/从动轴设置
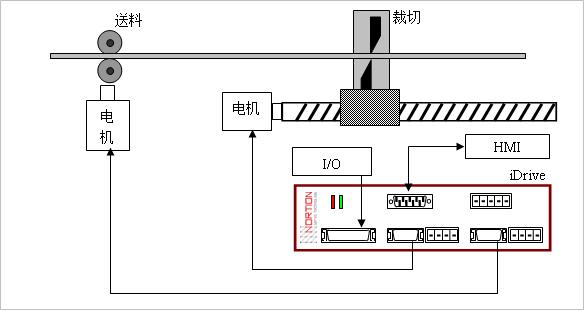
图8. iDrive应用于往复式同步动态裁切系统

图9. 旋转式同步动态裁切的系统架构
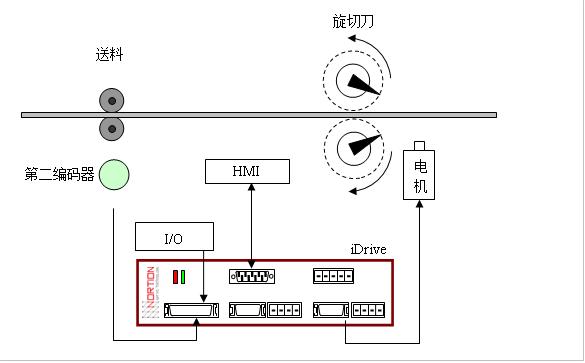
图10. iDrive连接第二编码器
图8和图9显示了iDrive应用于动态定长裁切系统中,由于iDrive双轴智能伺服驱动器并集成了运动控制和PLC的功能,所以无需PLC即可以实现定长裁切的速度控制功能,即iDrive内置了电子凸轮的功能。iDrive集成的网络功能可以与触摸屏或文本编辑器直接连接,进行系统参数的修改和系统运行状况的显示。由于iDrive双轴智能伺服驱动器内置了电子凸轮的功能,使得系统响应速度极快,保障了系统的动态性能,而与触摸屏的直连也增加了系统构建的方便性。
iDrive可以通过I/O口来连接第二编码器,实现定长裁切功能,如图10所示。
另外,在一些成本敏感的应用领域,我们甚至可以去掉触摸屏,直接用iDrive自带的I/O口的状态来控制系统的运行还是停止,具有很大的成本优势。
5. 结束语
利用iDrive组建动态定长裁切系统,有如下的优势:
(1)系统简单、结构紧凑。
由于iDrive内建了电子凸轮和色标抓取和补偿功能,而且智能驱动器可以直接和HMI连接,使得系统的组建更为简洁和方便。
(2)显著价格优势和性能优势
由于电子凸轮功能内置于iDrive内部,使得系统的凸轮功能无需通过上位PLC来进行,直接在驱动器级就实现了同步和跟随的功能,系统的响应速度和控制精度都有了显著的提升。而原先的PLC可以直接省略或选择功能更小的PLC,从而达到了节省投资的目的。
随着市场竞争的越来越激烈,机械制造业的压力也不小。为了提升竞争力,大家唯有不断地研发改进产品的性能,才能继续开拓市场。在国内,走停式控制系统已经开始普遍进行改造,运用自动定长走停式控制系统逐步取代了传统的两段速度式控制系统。因为飞剪控制系统的困难度较高,所以往复式裁切机至今仍多数采用油压系统切台;旋转式裁切机也大多采用凸轮耦合切刀。因此,其裁切追踪的同步性、操控性及裁切精确度都有待进一步提升。
智能型定长控制驱动器的出现,立刻简化了飞剪控制系统的设计难度也降低了制造成本。原先令业者裹足不前的障碍消失之后,现在大家都有了与欧美日竞争的基础。相信不多久,不论往复式或旋转式裁切机,都会在国内业者共同努力之下,逐渐演变成高性能的电控式飞剪系统。
|
